


Introduction
Water Activity in pharma applications is not something new, but is often overlooked in favor of main- stream analytical laboratory technologies like HPLC, GC etc. Because there is little regulatory pressure on doing water activity measurements, this parameter is somewhat overlooked in the pharma industry. Contrary to this, demand is steadily increasing for aw testing because of the benefits it has for API (active pharmaceutical ingredients.) These include stability, low microbial risk, optimized formulation, reduced caking and clumping and low moisture migration which all have massive product improvement advantages.The resulting key benefits are: Less consumer complaints, greater confidence, higher production output with consequently better products for the consumer and greater profits for the manufacturer.Conclusively, water activity is a powerful, and often essential, quality parameter for pharmaceutical products.
What is Water Activity?
Water activity is simply defined as the ratio of the vapor pressure of pure water (100% equilibrium relative humidity) over the vapor pressure of the sample. Expressed as either 0-100 % erh or scaled to 0-1 aW units for water activity, it is less easy to understand it’s impact on the product rather than its definition. Water activity describes the potential of the free water in a product and not the mass of water as a percentage by weight. While pure water has the highest potential (saturation at 100% erh or 1.0 aW), each interaction with a substance or a product will lower the potential and thus reduce the water activity from 1.0 aw downwards. Precision innovative instruments can now measure the air humidity over the sample in equilibrium state (usually at a precisely controlled temperature) which corresponds to water activity in the product, thus indicating the water activity in erh or aW units to a resolution of 3 decimal places.
Regulatory Side
Water Activity for pharma is described in USP <1112> (APPLICATION OF WATER ACTIVITY DETERMINATION TO NON-STERILE PHARMACEUTICAL PRODUCTS) as an aid to:
- Optimizing product formulations to improve antimicrobial effectiveness of preservative systems
- Reducing the degradation of active pharmaceutical ingredients within product formulations susceptible to chemical hydrolysis
- Reducing the susceptibility of formulations (especially liquids, ointments, lotions, and creams) to microbial contamination
- Providing a tool for the rationale for reducing the frequency of microbial limit testing and screening for objectionable microorganisms for product release and stability testing using methods contained in the general test chapter Microbial Enumeration Tests 61 and Tests for Specified Microorganisms 62.
In summary, water activity should be used as part of product development and as a tool for microbiological risk assessment. Often, it is essential to work to a controlled SOP when carrying out these tests, to ensure efficiency of the test method and consistency of the readings taken. There are also guidelines which deal with reducing microbiological risk. ICH (International Conference on Harmonization) has published testing procedures and acceptance criteria for drug release programs in ICH Q6A, whereas decision trees #6 and #8 provide best practice for determination of microbiological attributes of a drug. It links physical properties of a product together with lower microbial risk by making a product just “dry” enough, whereas “dry” is related to water content or moisture. Lessons learned are that microbiological growth and water content have little interaction whereas water activity is the limiting factor, as can also be seen in various publication and USP <1112>. A second ICH chapter of relevance in terms of aW is ICH Q1A which focusses on stability testing of new drug substances and products and includes some generic descriptions about appropriate microbial attribute tests amongst others, including:
- Replacement of microbial testing with water activity testing
- Relationship of moisture content to water activity for microbiological stability
- Possible stability protocol, outlining microbial and water activity testing
As mentioned previously, regulatory instructions are just one good reason for water activity testing. But as many API and pharma products are below the critical limit of 0.60 aW (as specified in USP <1112>), water activity becomes much more a priority and focus to establish and assure product properties, stability and quality.
Water Migration
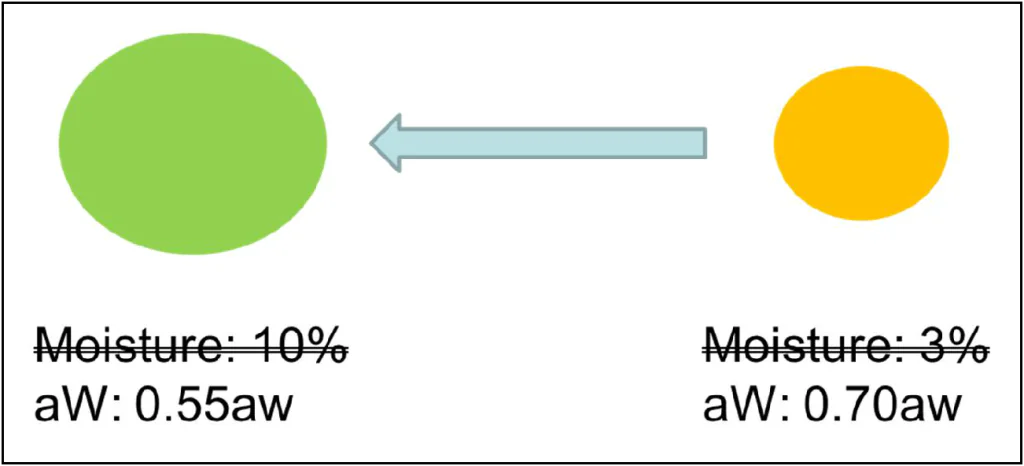
When two different compounds are mixed, water starts to migrate from the area of high to the one with low water activity but not necessarily from high moisture content to low moisture content. It is actually possible that you can have the following situation, where the dry area is getting drier and wet area more wet:
What impact can this have? Products like tablets with coatings or soft gel capsules with fillings can demonstrate this migration. Why do some soft gel capsules become hard and brittle or even too soft? Or why do tablets decay or disintegrate within blister packaging? The example below demonstrates:
By putting a filling into a soft gel capsule, you may initiate problems if aW is not in balance between the components. Water starts migrating as water activity of shell and filling is not equal. A capsule in a blister is a 4-phase system with 3 diffusion steps:
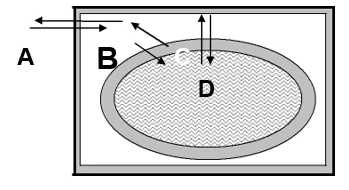
Migration A-B indicates diffusion between environment (outside of blister) humidity and internal gas phase of blister. Migration B-C is water migration between air humidity in the gas phase and soft gel capsule, all within the blister. Migration C-D describes water migration between soft gel capsule and filling.
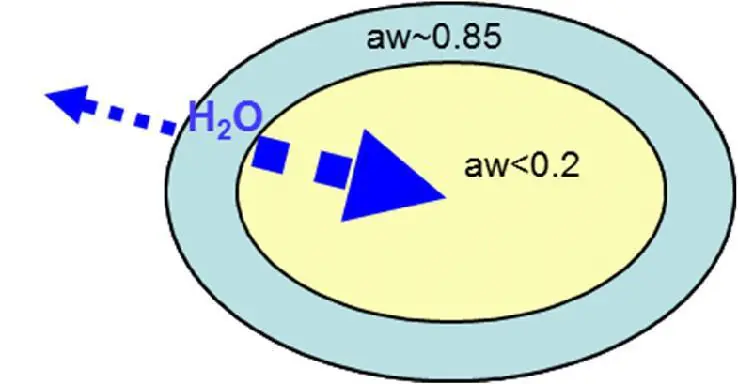
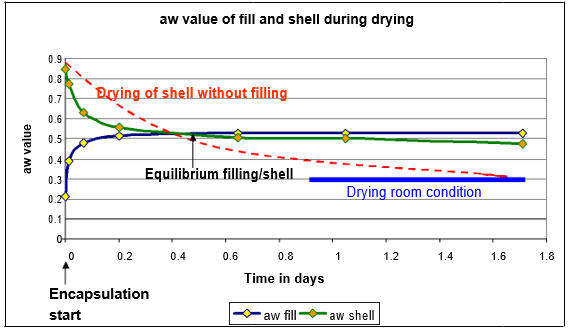
Firstly, focusing on the water migration between B-C-D, means inevitable environmental air humidity balancing is initiated inside the package or storage room (if capsules are not packed) and also between the capsule shell and the filling inside. In a real example, glycol/glycerine-based filling with low aw-value (approx. 0.20aw) and a normal gelatine shell (water activity approx. 0.85-0.90aw) is used. Below demonstrates the results in the following, initial situation once the soft gelatine capsule is manufactured and put into the drying room with approx. 30%rh:
In time, water starts migrating from the shell and stops once water activity is balanced on each side, which is the case between 0.50-0.55aw:
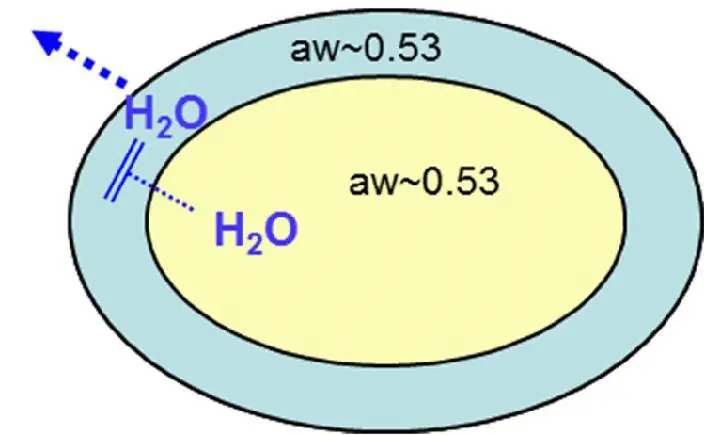
This migration is destructive to quality because the shell becomes dry and brittle and there is a risk that the filling can then leak out if it cracks.
Observing water activities over time shows the following behavior, as in the plot below. This is also the basis for improvements in product formulation and quality control:
Experimental data [1] has shown that 50-60% of the water present in the shell is migrating into the filling. Further, this situation results in tremendous precipitation issues if API or other compounds in fillings are not soluble in water. The solution could be achieved by changing filling and shell formula, eliminating or reducing use of water and glycerin plus changed the glycol-type. There are many examples where water migration spoils a product and in-depth investigations of water activity in combination with solubility and formulation can provide a major benefit in enhancing product quality. Of course, humidity migration through the packaging into the product should also be monitored as it will influence the moisture migration of the micro-climate created by the in-package air humidity into the shell and thus the water movement from shell to the filling.
API Stability
Another massive issue for pharma quality is API stability. As API is the most expensive but also the active ingredient, manufacturers are very much focused on keeping API’s properties constant, especially avoiding chemical (decomposition) reaction or allow physical changes (texture) in semi -finished or finished formulations. This is more easily recognized than achieved. There can be many destructive consequences to the product:
– Deliquescence
– Glass transition
– Caking, Clumping due to capillary condensation
– Recrystallization
– Decomposition
In-depth knowledge is required at this point and the relation of water activity and moisture content becomes very important, playing a major role. This relation can be experimentally obtained by recording sorption isotherms. While recording is easy, interpretation is rather complex but it helps to clearly see, which transformations will occur at what environmental conditions (T, %rH) Sorption isotherm curves have different shapes & characteristics, depending on the nature of the product.
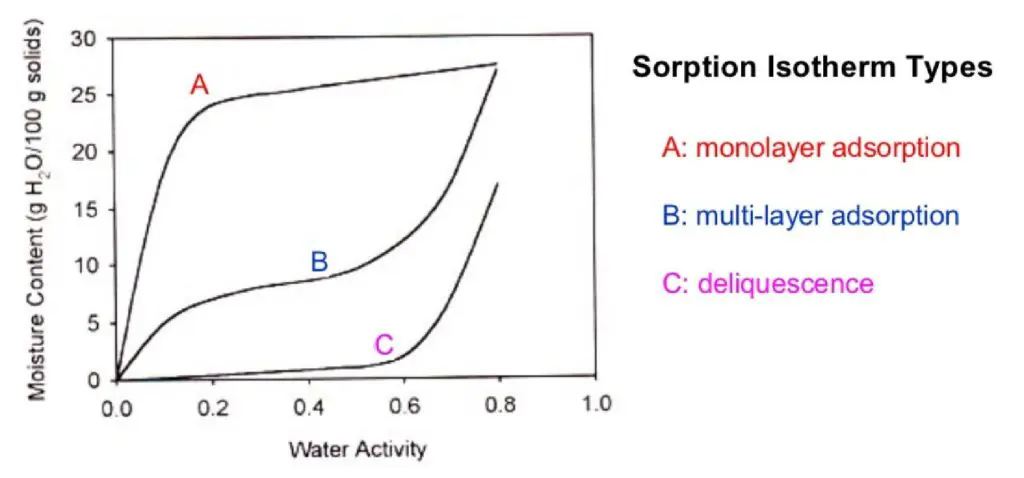
Following, are examples of how such curves are interpreted and what can be learned:
Example 1 is a recrystallization of amorphous material by adsorbing water and subsequent transfer into hydrate form or coming from desorption side, just building anhydrate and going back to partial amorphous state (no visible recrystallization):
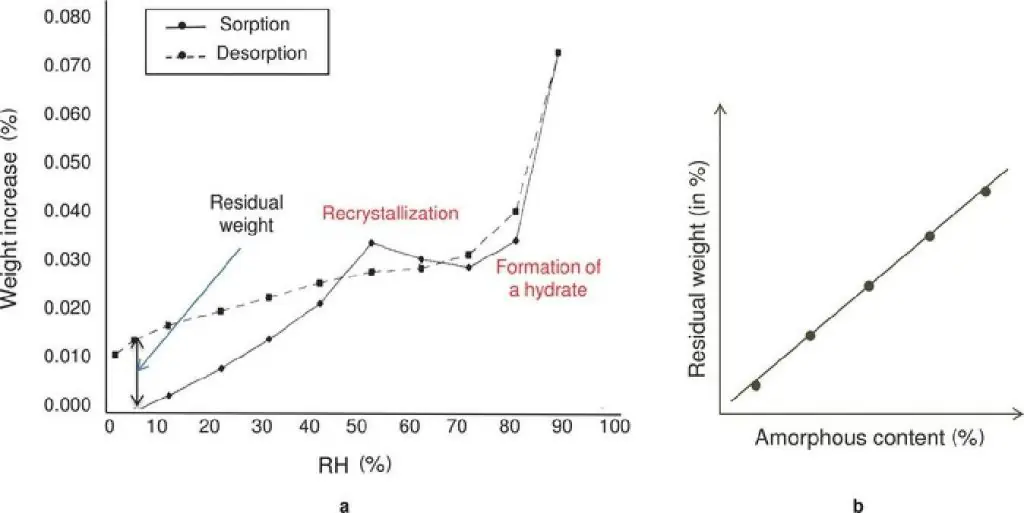
This happens a lot in lyophilized powders, if no crystals are formed, and once this product is then packed in large containers with a great amount of air headspace over the tablets, capsules or pills:
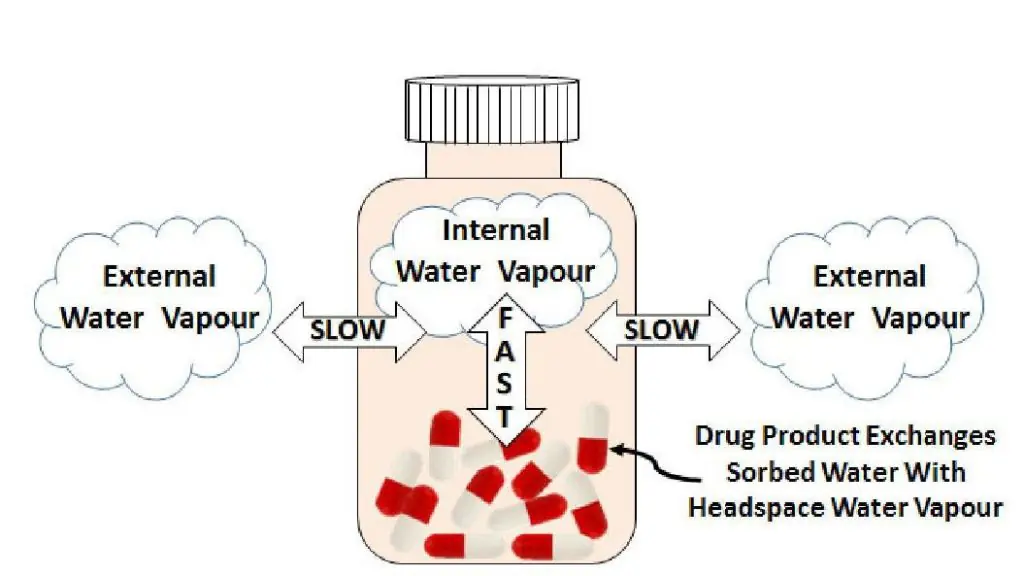
Figure 8: Humidity migration in a bottle [4]
Whilst the bottle in the example is less permeable to water vapor, this effect of recrystallization can be reduced or eliminated. As a consequence, packaging of such API formulations (or any such pharma products) becomes a major priority and should not be overlooked. This also applies to production processes & environment because long exposure of such products to ambient air humidity is not beneficial for reasons already stated. To check stability of a packed material, a lot of other information has to be gathered:
Example 2: Determination of hygroscopicity
The shape of the sorption isotherms indicates immediately, if a product is hygroscopic or not:
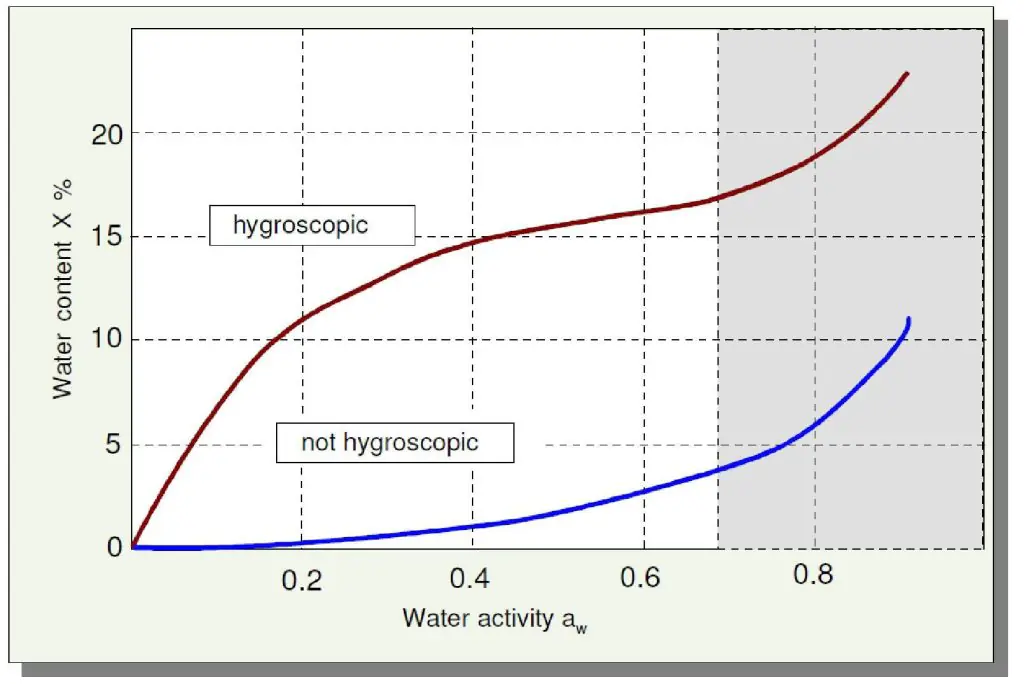
This information is very important as a hygroscopic product has to be carefully managed. Exposure to environmental air humidity has to be minimized. Priorities are: climate control and monitoring in production AND storage area, moisture impermeable containers, efficient sealing, good operative controls etc.
Conclusion
Water activity is a sometimes an overlooked and underestimated parameter in pharma quality & formulation procedures but ,together with sorption isotherms, it offers much information for optimizing production & product stability by preserving chemical and physical properties. Issues with deliquescence, caking and clumping, decomposition etc. can be resolved by taking the right measures and implement water activity measurement as a routine parameter as well as for batch release. Of course , trained and experienced personnel must interpret these curves as accurately as possible , but once you have this knowledge about kinetics of water in API, semi-finished or finished pharmaceutical products, enormous benefits and profitable returns can be realized.
References
[1] Dr. Georg Sydow, “Water Activity in Soft Gelatin Capsules”, May 2013
[2] Yuchuan Gong, Ph.D, Pharmaceutical Solid Form Screening, Characterization and Selection, Enhancing Drug Bioavailability and Solubility, Boston, MA, Jan. 25 – 26, 2012[3] Dynamic Vapor Sorption as a Tool for Characterization and Quantification of Amorphous Content in Predominantly Crystalline Materials Available from:https://www.researchgate.net/publication/265604853_Dynamic_Vapor_Sorption_as_a_Tool_for_Characterization_and_Quantificati on_of_Amorphous_Content_in_Predominantly_Crystalline_Materials [accessed Dec 18, 2015][4] http://asaplabs.eu/wp-content/uploads/2015/08/asap-water-drawing.jpg
[5] http://asaplabs.eu/wp-content/uploads/2015/08/asap-flow-chart.jpg
[6] Internal sales documentation, Novasina AG, 2011

June 22, 2021 – Scientist Live
Dr. Brady Carter discusses the new standard for water activity measurement
Water activity has been broadly used in the pharmaceutical industry since the publication in 2006 of USP <1112>, an informational chapter on the application of water activity in pharma. Although <1112> provided guidance for the utilization of water activity, it was not an official method. Now USP has developed USP <922> Water Activity as an official method that will hopefully further facilitate its implementation as an integral part of a pharmaceutical quality program.

There can be an abundance of confusion with water activity instruments concerning test time. Some instruments claim a 5-minute test time while others offer fast or quick modes. The truth is that water activity test time is determined by the sample and not the instrument. Since water activity is an equilibrium measurement, a reading is not complete until vapor equilibrium has been achieved and this process cannot be sped up by an instrument (1). So, any claim to a specific test time is illogical and would only be true for select samples. The reality is that most types of samples require a minimum of 5 minutes or more to reach true equilibrium and test times that are faster than that are either using a prediction or the system uses end-of-test settings that are not stringent enough to achieve true vapor equilibrium.
January 4, 2022 – Scientist Live
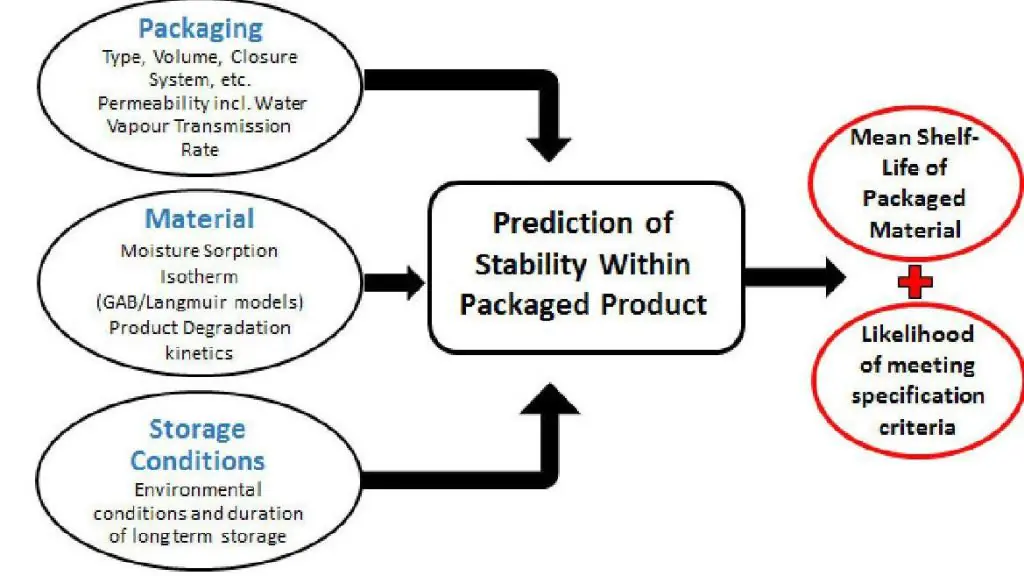
Dr. Brady Carter on modelling shelf life with water activity
The shelf life of a product is defined as the practical time that it remains desirable to consumers. It dictates the radius of distribution for the product, how it must be stored and its best by date. Failure to match this expected shelf life can result in customer complaints, product recalls and tarnished reputation. Consequently, correctly determining the optimal production process and handling that maximizes the shelf life and then monitoring to make sure those conditions are met is the difference between profitability and lost revenue.