


Dr. Brady Carter
Introduction
Low moisture food ingredients are utilized by most food manufacturers because of their easy handling and longer shelf life. Examples of low moisture ingredients include milk powder, flour, sugars, starches, and spices. When considering the stability of powders and spices, the most common mode of failure is likely caking or clumping because it makes them difficult to handle and impacts production efficiency [1]. However, an additional concern for powders and spices which has more recently gained attention due to several product recalls originating from low moisture ingredients is microbial safety [2,3]. While it may seem strange to discuss the microbial safety of ingredients whose water activities fall well below the lower limit for microbial growth, it is still possible to for low moisture ingredients to be carriers of microorganisms.
Spices are a unique type of low moisture ingredient that are defined as products derived from vegetables or mixtures thereof which are free from other material and are used to provide flavorings, seasoning, and aroma to foods. Spices are strong antioxidants and have other beneficial qualities as well. They have traditionally been processed and traded as dry products, usually dried by the sun [4]. The quality indices of spices are focused on maintaining safety, preventing adulteration, maintaining flavor profile, and assuring easy handling . Spices are particularly susceptible to changes in their organoleptic profile due to chemical reactions that produce off colors, flavors, and odors. As with other low moisture ingredients, spices have been increasingly targeted as potential carries of microorganisms.
There may be a tendency to consider water activity testing of powders and spices unnecessary because they are low moisture. However, all the common modes of failure for powders and spices are related to and can potentially be controlled by water activity. Identifying and maintaining an ideal water activity range for the stability of powders and spices may be the easiest and most effective way to maximize their utility and shelf life. The objective of this whitepaper is to discuss the theory of water activity and describe how to identify the critical water activity that will limit powder and spice modes of failure including: glass transition, caking and clumping, chemical degradation, and microbial safety.
Theory of Water Activity
Water activity is defined as the energy status of water in a system and is rooted in the fundamental laws of thermodynamics through Gibb’s free energy equation. It represents the relative chemical potential energy of water as dictated by the surface, colligative, and capillary interactions in a matrix. Practically, it is measured as the partial vapor pressure of water in a headspace that is at equilibrium with the sample, divided by the saturated vapor pressure of water at the same temperature. The water activity covers a range of 0 for bone dry conditions, up to a water activity 1.00 for pure water, resulting from the partial pressure and the saturated pressure being equal. Water activity is often referred to as the ‘free water’ and while useful when referring to higher energy, it is incorrect since ‘free’ is not scientifically defined and is interpreted differently depending on the context. As a result, the concept of free water can cause confusion between the physical binding of water, a quantitative measurement, and the chemical binding of water to lower energy, a qualitative measurement. Rather than a water activity of 0.50 indicating 50% free water, it more correctly indicates that the water in the product has 50% of the energy that pure water would have in the same situation. The lower the water activity, the less the water in the system behaves like pure water.
Water activity is measured by equilibrating the liquid phase water in the sample with the vapor phase water in the headspace of a closed chamber and measuring the Equilibrium Relative Humidity (ERH) in the headspace using a sensor. The relative humidity can be determined using a resistive electrolytic sensor, a chilled mirror sensor, or a capacitive hygroscopic polymer sensor. Instruments from Novasina, like the Labmaster NEO, utilize an electrolytic sensor to determine the ERH inside a sealed chamber containing the sample. Changes in ERH are tracked by changes in the electrical resistance of the electrolyte sensor. The advantage of this approach is that it is very stable and resistant to inaccurate readings due to contamination, a particular weakness of the chilled mirror sensor. The resistive electrolytic sensor can achieve the highest level of accuracy and precision with no maintenance and infrequent calibration.
While water activity is an intensive property that provides the energy of the water in a system, moisture content is an extensive property that determines the amount of moisture in a product. Water activity and moisture content, while related, are not the same measurement. Moisture content is typically determined through loss-on-drying as the difference in weight between a wet and dried sample. While useful as a measurement of purity and a standard of identity, as this paper will describe, moisture content does not correlate as well as water activity with microbial growth, chemical stability, or physical stability. Water activity and moisture content are related through the moisture sorption isotherm.
Critical Water Activity and Glass Transition
A glass transition is a change that occurs in amorphous materials when they transition from a high viscosity, ‘‘frozen’’ glassy state to a lower viscosity, rubbery state [5]. A material in the glassy state behaves like a brittle solid, but without crystalline structure and only short ranges of order. The application of glass transition concepts, which have long been understood in the field of polymer science, to food polymers was pioneered by Slade and Levine [6]. Processing low moisture ingredients such as powders and spices through spray-drying, freeze-drying, or grinding puts them in an amorphous glassy state. If they remain in this state, their shelf life and ease of handling will be optimal. In fact, powders and spices in the glassy amorphous state exist in a metastable condition and remain stable for extended periods of time (months to years). However, a transition from glassy to rubbery will result in drastic changes in product performance and product stability, resulting in the shelf life decreasing to weeks, days, or even hours [5, 7, 8, 9].
The glass transition can roughly be categorized as a second order phase change that is accompanied by thermodynamic changes in enthalpy, changes in dielectric properties, and mechanical changes [5]. The important parameter in glassy to rubbery phase transitions is the temperature that initiates the change, termed the glass transition temperature (Tg). Common methods for investigating glass transitions have focused on identifying thermodynamic, mechanical, or dielectric changes while scanning temperature to identify the Tg. However, increasing the amount of plasticizer in a glass matrix can also induce a glass transition even while temperature is held steady. Because moisture is the most common plasticizer in food materials, scanning water activity while holding temperature constant will also induce a glass transition. The water activity where this transition occurs is defined as the critical water activity (RHc). In theory, scanning temperature and scanning plasticizer level should lead to the same glass transition event (Fig. 1).
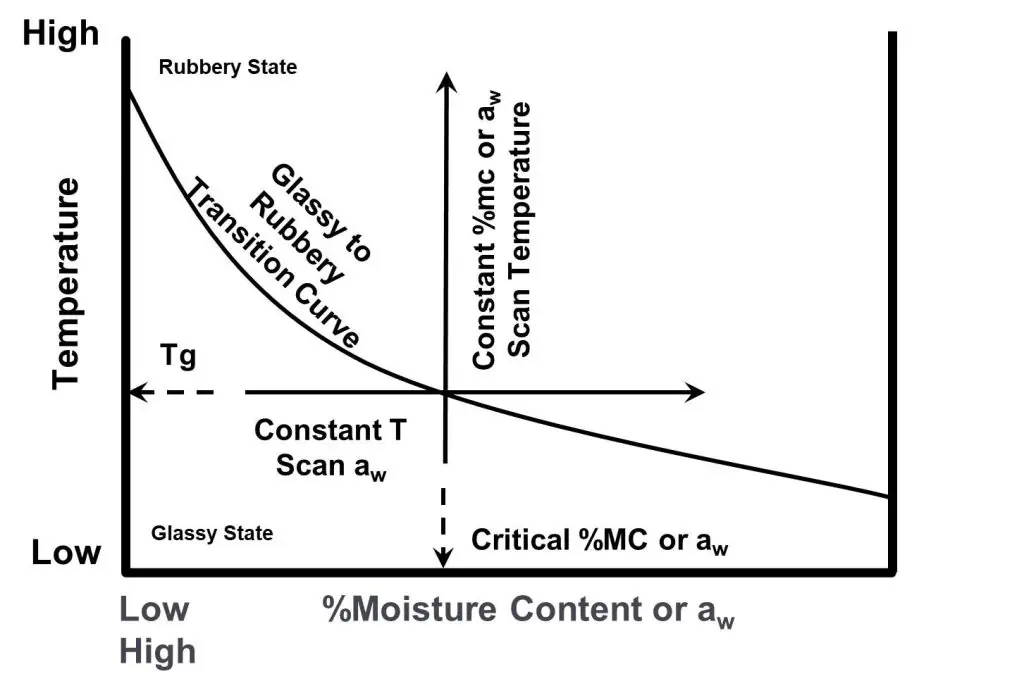
Figure 1. Comparison between thermal methods that scan temperature while holding moisture content (% moisture content) constant to determine the glass transition temperature (Tg) and sorption isotherm methods that scan water activity to identify a critical water activity (RHc) while holding temperature constant. In theory, both methods should provide the same information [10].
A simple and effective method to identify the RHc is using dynamic moisture sorption profiles [11]. Moisture sorption profiles characterize the relationship between moisture content and water activity for a material as moisture is adsorbed or desorbed. Traditional methods for producing moisture sorption profiles are static in nature as water activity is controlled and held constant and the weight change experienced at each water activity level is used to determine changes in moisture content [12]. These methods are disadvantaged by analysis time and data resolution limitations due to the time required to reach equilibrium at each water activity. Alternatively, dynamic isotherms can produce high resolution sorption profiles by tracking the real -time changes in sample water activity and weight as the sample is exposed to either saturated wet air (adsorption) or desiccated air (desorption) [11]. Since no equilibration step is required, this approach enables data points to be collected at every 0 .01 change in water activity, resulting in high resolution sorption profiles that can detect sudden changes in sorption properties. A glass transition to the rubbery state results in a sudden increase in the slope of the sorption profile, observed as a sharp inflection point in the dynamic curve. The water activity associated with this sharp inflection in the sorption curve is identified as the RHc for glass transition (Figure 2).
Maximizing product shelf life for glassy powders and spices then depends on preventing their water activity from exceeding their RHc due to moisture uptake.
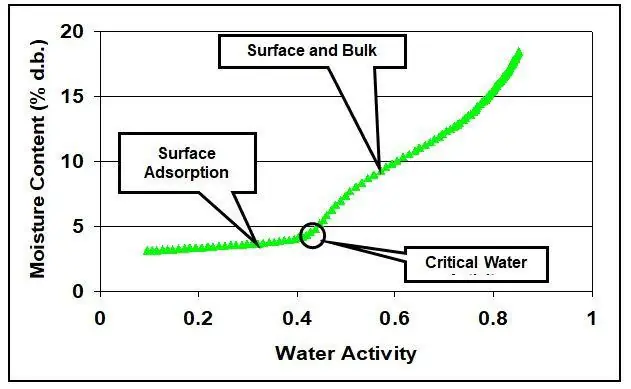
Figure 2 . DD isotherm of spray dried milk powder showing an inflection point at a critical water activity of 0.43 aw. The high resolution of the DDI method makes it possible to visualize inflection points in the curve. In the amorphous glassy state, sorption is limited adsorption, but the glass transition causes sorption to switch from surface to bulk absorption and results in a drastic sharpening of the isotherm curve.
Critical Water Activity and Caking
Caking or clumping of powders, and to a lesser degree spices, during handling, packaging and storage is a ubiquitous problem. Problems can happen during both processing and storage of powders and spices . Caking is the formation of permanent clumps due to the stickiness of particles which eventually can result in a loss of functionality and lowered quality [12, 13]. Caking can reduce product recovery during drying, slow processing time by clogging up hoppers and pipes, and reduce product shelf life . Caking is water activity, time, and temperature dependent . Factors known to affect caking kinetics may be divided into intrinsic properties of the powder itself (water activity, particle size distribution, presence of impurities, and glass transition temperature) and external factors such as temperature, relative humidity and mechanical stress applied to the substance
[14] If the powder is an amorphous glass, a transition from the glassy to rubbery state will cause the powder to become susceptible to caking due to increased molecular mobility in the rubbery state [15].
Since the primary mode of preparation of ingredient powders is spray-drying, which means that most of these powders are amorphous and glassy, the most likely reason for caking or clumping is due to a glass transition. Spices, which are typically just dried and not spray-dried, may or may not be amorphous and will also typically have a larger particle size than powders, making them less susceptible to caking. The key then to preventing the caking of powders lies in establishing the RHc for glass transition as described in the previous section, and then preventing the water activity of the powder from exceeding that RHc.
The most likely reason for the water activity of the powder to exceed the RHc is due to exposure to humidity higher than the RHc or due to exposure to temperatures higher than the Tg. The RHc and temperature work in tandem to reduce stability because as the temperature increases, the RHc moves to a lower water activity until the temperature is sufficiently high enough to force the RHc to a value lower than current water activity of the powder, resulting in a glass transition [11]. While control of storage conditions is the most effective way to prevent the caking of powders, this is not always possible. Alternatively, packing with a good moisture barrier can delay the change in water activity due to exposure to high ambient humidity. For ideal performance, powders should be processed to a water activity that is sufficiently lower than the RHc for the most extreme expected storage temperature. Then, a packaging that will sufficiently delay any change in water activity of the powder when exposed to high humidity should be used. Tools are available that can help in identifying an appropriate packaging for powders by determining the water vapor transmission rate needed to sufficiently delay water activity change.
Critical Water Activity and chemical Stability
Unwanted chemical reactions in powders and spices can lead to the development of off colors, odors and flavors . For powders and spices in the glassy state, chemical reaction rates will be at a minimum and caking remains the most likely mode of failure, but reactions can still occur and potentially reduce the shelf life. That said, if the water activity increases above the RHc and a glass transition occurs, as with caking, the susceptibility to chemical degradation increases significantly. Many spices are only processed through drying and are not completely amorphous or have very high glass transition temperatures . As stated earlier, these spices typically have a larger particle size, making them less susceptible to caking or clumping. For these spices, chemical breakdown is their primary mode of failure.
The primary chemical reactions responsible for the quality loss in powders and spices are Maillard browning, lipid oxidation, enzymatic, and hydrolysis reactions. The products of these reactions, when the reaction progresses sufficiently, affect the taste, appearance, and nutritional quality. Water activity influences reaction rates by reducing activation energy, increasing mobility, and increasing the rate constant. Consequently, reaction rates are better correlated to water activity than moisture content. In general, as water activity increases so do reaction rates, but specific correlations depend on the type of product and the reaction (Figure 3). Most reactions will reach a maximum in the range of 0.70-0.80 aw due to dilution at high water activities, but lipid oxidation also increases at low water activity.
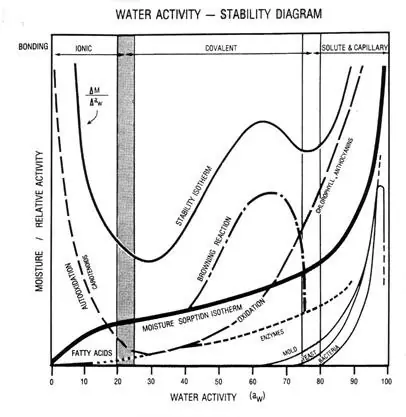
Figure 3. Water activity stability map showing the typically response of modes of failure to increasing water activity (by permission Ted Labuza).
These reactions are often complex with multiple possible pathways and requires the presence of specific reactants or enzymes to occur. While lower water activity often reduces the reaction rate to provide sufficient stability, it may also be necessary to restrict the reactants, such as oxygen for rancidity or reducing sugars for Maillard Browning . Spices are susceptible to both browning and rancidity and a product that has experienced chemical degradation will likely be rejected on inspection due to unexpected color changes or odor. High sugar powders are also susceptible to browning over time or if exposed to high water activity and milk powders, due to the presence of milkfat, are susceptible to lipid oxidation.
To aid in determining the ideal water activity for slowing down chemical degradation, the reaction rate can be predicted using shelf life models . To be effective, these models need to account for the effect of water activity and temperature . The only fundamental shelf life model that includes both water activity and temperature is hygrothermal time (16). It is derived from a form of the Eyring (17) equation for rate change and Gibbs equation for free energy and is given by
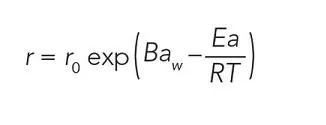
where T is the termperature (K), R is the gas constant (J mol-1 K-1), Ea is the activation energy (J mol- 1), B is the molecular volume ratio, aw is the water activity, and r0 is the rate at the standard state. In practice, the values for B, Ea/R and r0 will be unique to each situation and are derived empirically through least squares iteration. Once the constants are known, any temperature and water activity can be used with the hygrothermal time model to determine the rate of change at those conditions and hence the shelf life for a particular product, as it relates to that change. This model can then be used to establish the critical water activity where chemical degradation is at a minimum, thereby maximizing shelf life. The identification of this critical water activity will be most crucial for spices that are susceptible to chemical breakdown.
Critical Water Activity and low moisture ingredient pastuerization
Recent high-profile recalls involving ingredients that would be considered low water activity (<0.70 aw) have highlighted the risk that can be associated with microbial contamination of low moisture ingredients, including powders and spices. While the low water activity of powder and spices does prevent the proliferation of pathogenic bacteria and other microorganisms [18], low water activity is not a lethality step and will not kill existing microbial load. Microorganisms present in powders and spices will not grow, but if they are already present in numbers high enough to cause an infection, they will transfer this contamination when added to a recipe along with the potential for developing a foodborne illness. In addition, many pathogenic bacteria can survive for years at low water activity. While these organisms are dormant and if not present in sufficient numbers, would not cause illness if consumed directly, when added to a high moisture formulation where water activity is sufficiently high enough to support their growth, these organisms will resume growth and could lead to an infection.
In response to the recognized risk associated with the microbial contamination of low moisture ingredients, the Food Safety and Modernization Act (FSMA) guidelines for developing Hazard Analysis and Risk-Based Preventive Control (HARPC) programs for low moisture ingredients recommends pasteurization steps for low moisture ingredients with accompanying monitoring activities to verify lethality. This means that going forward, the processing of powders and spices will need to include some type of lethality treatment . While the most common lethality treatment is heat treatment, this is made difficult for powders and spices because of their low water activity. The required time to achieve lethality at a given temperature, referred to as the D value, increases as water activity decreases [19]. Consequently, the time and temperature needed to achieve effective lethality in powders and spices will depend on their water activity, requiring the identification of a critical water activity where the efficiency of lethality treatments is maximized. Due to the difficulty associated with using heat treatments on powders and spices, some alternative suggestions for lethality are provided in section 4.3 Process Controls of FSMA’s Hazard Analysis and Risk-Based Preventive Controls for Human Food: Guidance for Industry document.
Summary
Deconstructing the quality and stability of powders and spices can be complex and frustrating without some way of anticipating variability. Investigating the critical water activity that minimizes the risk of the most likely mode of failure and then monitoring changes in water activity is a straightforward approach to control variability in the stability of powders and spices. In summary, establishing an ideal water activity specification, processing to meet that specification, and monitoring processing with frequent water activity testing will ensure maximum stability for powders and spices. In short, water activity is the key to deconstructing changes in the stability of powders and spices. To learn more about how to apply the tools and models mentioned in this whitepaper to your specific application, please contact Dr. Brady Carter for more information.
Refferences
- Aguilera, J. M., & del Valle, J. M. (1995). Structural changes in low moisture food powders. In G. V Barbosa-Canovas & J. Welti-Chanes (Eds.), Food preservation by moisture control: Fundamentals and Applications – ISOPOW Practicum II (pp. 675– 695). Lancaster, PA: Technomic Publishing Company.
- Cavallaro E, Date K, Medus C, Meyer S, Miller B, Kim C, Nowicki S, Cosgrove S, Sweat D, Phan Q, Flint J, Daly ER, Adams J, Hyytia- Trees E, Gerner -Smidt P, Hoekstra RM, Schwensohn C, Langer A, Sodha SV, Rogers MC, Angulo FJ, Tauxe RV, Williams IT, & Behravesh CB. (2011). Salmonella typhimurium infections associated with peanut products. N Engl J
- Sheth AN, Hoekstra M, Patel N, Ewald G, Lord C, Clarke C, Villamil E, Niksich K, Bopp C, Nguyen TA, Zink D, & Lynch M. (2011). A national outbreak of Salmonella serotype Tennessee infections from contaminated peanut butter: a new food vehicle for salmonellosis in the United States. Clin Infect Dis 53(4):356–62.
- Muggeridge, M. & Clay, M. (2001). Quality specification for herb and spices. In: Handbook of Herbs and Spices (ed. K.V. Peter). Woodhead Publishing, Abington Cambridge, UK.
- Roos, Y. H. (2007). Water Activity and Glass Transition. In G. Barbosa-Canovas, A. J. Fontana, S. J. Schmidt, & T. P. Labuza (Eds.), Water Activity in Foods (Vol. 1st, pp. 29–46). Ames, Iowa: Blackwell Publishing and IFT Press.
- Slade, L . , & Levine, H. (1987) . Recent advances in starch retrogradation . In S. S. Stivala, V. Crescenzi, & I. C. M. Dea (Eds.), Industrial Polysaccharides – The Impact of Biotechnology and Advanced Methodologies (pp. 387–430). New York: Gordon and Breach Science Publishers.
- Roos, Y. H., & Karel, M. (1991). Applying state diagrams to food processing and development. Food Technology, 45(12), 66–71.
- Slade, L., & Levine, H. (1991). A Food Polymer Science Approach to Structure-Property Relationships in Aqueous Food Systems: Non-Equilibrium Behavior of Carbohydrate-Water Systems. In H. Levine & L. Slade (Eds.), Water relationships in foods Advances in the 1980s and Trends for the 1990s (pp. 29–101). New York: Plenum Press.
- White, G. W ., & Cakebread, S. H. (1966). The glassy state in certain sugar-containing food products. International Journal of Food Science and Technology, 1(1), 73–82.
- Yuan, X., Carter, B. P. P ., & Schmidt, S. J. J. (2011). Determining the critical relative humidity at which the glassy to rubbery transition occurs in polydextrose using an automatic water vapor sorption instrument. Journal of Food Science, 76(1), 78–89.
- Carter, B . P., & Schmidt, S. J. (2012). Developments in glass transition determination in foods using moisture sorption isotherms. Food Chemistry, 132(4), 1693–1698
- Bell, L. N., & Labuza, T. P . (2000). Moisture sorption: practical aspects of isotherm measurement and use (Vol. Second). St. Paul, MN: American Association of Cereal Chemists.
- Saltmarch, M., & Labuza, T . P. (1980) . Influence of relative humidity on the physicochemical state of lactose in spray-dried sweet whey powders. Journal of Food Science, 45(5), 1231–1236,1242.
- Tsourouflis, S., Flink, J. M ., & Karel, M. (1976). Loss of structure in freeze-dried carbohydrate solutions: effect of temperature, moisture content and composition. Journal of the Science of Food and Agriculture, 27, 509–519.
- Peleg, M., & Mannheim, C. H. (1977). The mechanism of caking of powdered onion. Journal of Food Processing and Preservation, 1, 3–11.
- Carter, B. P., Syamaladevi, R. M., Galloway, M. T., Campbell, G. S., & Sablani, S . S . (2017). A Hygrothermal Time Model to Predict Shelf Life of Infant Formula. In U. Klinkesorn (Ed .), Proceedings for the 8th Shelf Life International Meeting (pp. 40– 45). Bangkok, Thailand: Kasetsart University.
- Eyring, H. (1936). Viscosity, plasticity, and diffusion as examples of absolute reaction rates. J. Chem. Phys. 4:283.
- Beuchat, L. (1983) . Influence of water activity on growth, metabolic activities and survival of yeasts and molds. Journal of Food Protection 46(2):135-141.
- Syamaladevi, R. M., Tang, J., Villa- Rojas, R., Sablani, S., Carter, B., & Campbell, G. (2016). Influence of Water Activity on Thermal Resistance of Microorganisms in Low-Moisture Foods: A Review. Comprehensive Reviews in Food Science and Food Safety, 15(2), 353–370.

June 22, 2021 – Scientist Live
Dr. Brady Carter discusses the new standard for water activity measurement
Water activity has been broadly used in the pharmaceutical industry since the publication in 2006 of USP <1112>, an informational chapter on the application of water activity in pharma. Although <1112> provided guidance for the utilization of water activity, it was not an official method. Now USP has developed USP <922> Water Activity as an official method that will hopefully further facilitate its implementation as an integral part of a pharmaceutical quality program.

There can be an abundance of confusion with water activity instruments concerning test time. Some instruments claim a 5-minute test time while others offer fast or quick modes. The truth is that water activity test time is determined by the sample and not the instrument. Since water activity is an equilibrium measurement, a reading is not complete until vapor equilibrium has been achieved and this process cannot be sped up by an instrument (1). So, any claim to a specific test time is illogical and would only be true for select samples. The reality is that most types of samples require a minimum of 5 minutes or more to reach true equilibrium and test times that are faster than that are either using a prediction or the system uses end-of-test settings that are not stringent enough to achieve true vapor equilibrium.
January 4, 2022 – Scientist Live
Dr. Brady Carter on modelling shelf life with water activity
The shelf life of a product is defined as the practical time that it remains desirable to consumers. It dictates the radius of distribution for the product, how it must be stored and its best by date. Failure to match this expected shelf life can result in customer complaints, product recalls and tarnished reputation. Consequently, correctly determining the optimal production process and handling that maximizes the shelf life and then monitoring to make sure those conditions are met is the difference between profitability and lost revenue.